All published articles of this journal are available on ScienceDirect.

Advanced Sustainable Pavement: Eco-Friendly Stone Matrix Asphalt Engineered with Recycled Additives
Authors Info & Affiliations
Abstract
Introduction
The accelerating growth of urban and industrial activities has led to mounting volumes of non-biodegradable waste, posing urgent environmental challenges for modern societies. Recycling these wastes in stone matrix asphalt (SMA) mixtures helps reduce environmental impact while improving pavement performance. This study investigates the use of shredded cigarette filters (SCF) as fiber stabilizers and recycled medicine blister packs (RMBP) as aggregate replacement in SMA mixtures to enhance performance and support waste management.
Methods
Laboratory testing included Superpave volumetric analysis, assessment of moisture susceptibility in terms of tensile strength ratio test (TSR), fatigue life evaluation, determination of rutting behavior in terms of Hamburg wheel-tracking test (HWTT), and service life modeling, to assess the effect of SCF and RMBP.
Results
The recycled SMA mixture showed improvements compared to the control mix, including lower air voids, higher binder retention, enhanced moisture resistance (TSR of 86.7%), and improvements in stiffness and fatigue life (up to 20%). HWTT results revealed rut depth reductions of 19-31%, and service life modeling predicted an extension from 18.0 years for the control to 24.3 years for the recycled mixture under heavy traffic.
Conclusion
The findings suggested that incorporating SCF and RMBP into SMA mixtures can improve durability, moisture resistance, and service life, while supporting environmental sustainability through the recycling of post-consumer waste.
1. INTRODUCTION
1.1. Research Background
The accelerated growth of communities and industries has led to rising volumes of non-biodegradable waste, much of which ends up polluting the environment and creating long-lasting ecological hazards [1]. Among these wastes, discarded cigarette filters and used medicine blister packs represent two persistent sources of pollution that are often overlooked in the context of recycling and reuse strategies [2]. Cigarette filters, predominantly composed of cellulose acetate fibers, are one of the most commonly littered items worldwide. Each year, billions of cigarette filters are improperly disposed of, contributing to soil and water pollution due to the release of microplastics and toxic chemicals into the environment [3], as shown in Fig. (1). Similarly, the medicine blister packs, typically made from a combination of aluminum foil and plastic polymers, generate significant waste volumes from the pharmaceutical industry and households [4], as shown in Fig. (2).

Disposing of cigarette filters.

Disposing of used medicine blister packs.
Their complex material structure makes recycling difficult, leading to their accumulation in landfills.
In parallel, the construction industry, particularly the pavement sector, is under increasing pressure to adopt more sustainable practices by incorporating waste materials into road construction [5]. SMA, originally developed in Germany, is a gap-graded asphalt mixture known for its superior rutting resistance, durability, and high stone-on-stone contact [6]. The design of SMA relies on a strong aggregate skeleton and a rich mortar of binder and filler [7]. This creates a unique way to incorporate unconventional waste materials into the mix design without affecting the performance [7]. The idea of using waste materials, like shredded cigarette filters (SCF) and recycled medicine blister packs (RMBP), in SMA mixtures is based on the principles of circular economy and resource efficiency [8]. SCF, due to their fibrous structure, can act as a stabilizing additive or fiber reinforcement. This can improve the tensile strength and fatigue resistance of the mixture [9]. Their low density may also help reduce the overall weight of the pavement, which could lower transport and installation costs. On the other hand, RMBP, made up of both plastic and metallic layers, could improve the mixture's durability, stiffness, and thermal reflectivity [10]. The developed SMA mixtures are tested for Superpave volumetric properties, tensile strength ratio (TSR), fatigue performance, and rutting resistance.
A service life prediction analysis was performed in this work to estimate and compare the service life of the control and recycled SMA mixtures. The combined use of SCF and RMBP in a dual-additive strategy may provide complementary benefits, resulting in improvements across volumetric properties and performance behavior compared to conventional SMA.
1.2. Literature Review
Recent studies have focused on using waste materials in asphalt mixes to achieve sustainability and increase the performance of a pavement. Stone matrix asphalt (SMA) is more durable and resistant to rutting, and hence provides a good potential platform for such innovations. Although studies have been performed on different waste materials, such as plastics and rubber, not much has been done on the inclusion of shredded cigarette filters (SCF) and the recycled medicine blister packs (RMBP). These wastes are underutilized, yet they can help reduce environment pollution and at the same time improve the nature of asphalt.
Babalghaith AM et al. [11] studied the use of various waste materials, including polymers, rubber, ashes, fibers, and recycled aggregates, as partial replacements in SMA mixtures. They reported improvements in rutting resistance, moisture susceptibility, and fatigue performance, along with providing potential environmental benefits. Building on this, the present study investigated SCF and RMBP as sustainable additives in SMA and found improvements in mechanical properties and service life compared to conventional mixtures. Alonso-Troyano C et al. [12] examined the use of recycled cotton textile fibers in SMA, reporting enhanced binder durability, moisture resistance, and rutting performance, thereby contributing to circular economy goals through textile waste valorization. They observed that incorporating 0.3% textile fiber reduced binder draindown and strengthened the mixture durability. On the contrary, the ongoing study has developed a sustainable mixture by combining SCF as fiber stabilizers and RMBP as partial aggregate replacement, with evaluation of their effects on volumetric, moisture, fatigue, and rutting performance.
Moreover, Fernandes SR et al. [13] carried out a comprehensive study on SMA mixtures incorporating high levels of recycled waste materials, including reclaimed asphalt pavement (RAP; around 50% as binder replacement), waste engine oil products, high-density polyethylene (HDPE), and crumb rubber (CR) as additives. These mixtures were blended with virgin bitumen and evaluated for performance. Results showed that the use of such wastes significantly improved the binder’s rheological properties, with higher viscosity, greater stiffness at elevated temperatures, and enhanced rutting resistance. In comparison to Fernandes’s study, the present work has contributed to enhanced sustainability by developing an SMA mixture combining SCF as fiber stabilizers and RMBP as aggregate replacement, with assessment of their effects on volumetrics, moisture resistance, fatigue, and rutting performance.
On the other hand, Jebur YM et al. [14] evaluated an eco-friendly SMA manufactured with crumb rubber (CR, 5-20%) as a binder modifier and cellulose fiber pellets (CFP, 0.2-0.5%) as stabilizers. The optimum combination of 15% CR and 0.4% CFP produced a mixture with superior rutting resistance, improved wet stability, reduced binder draindown, and enhanced flexural fatigue performance, compared to the control mix. The current study employed sustainable additives to develop an SMA mixture and evaluated its performance in terms of volumetrics, moisture resistance, fatigue, and rutting behavior. Thereby, the present study has extended prior research and provided a step forward for future developments.
1.3. The Novelty of the Study
Previous studies have successfully explored industrial and construction waste materials, such as plastics, rubber, and fibers, to enhance SMA’s performance, demonstrating improvements in rutting resistance and binder stability, though challenges remain in balancing fatigue life and long-term durability. In contrast, the proposed study has introduced a novel approach to sustainable SMA by incorporating two commonly discarded waste materials, SCF and RMBP. This dual-additive strategy has not only addressed an underexplored waste stream, but also delivered combined environmental and performance benefits by employing everyday urban waste to enhance pavement durability, moisture resistance, and service life, offering a fresh contribution to circular economy practices in asphalt technology.
1.4. The Objective of the Study
This study aimed to develop a sustainable SMA mixture by incorporating SCF as fiber stabilizers and RMBP as a partial aggregate replacement. The key objectives were to evaluate the effects of these recycled materials on the mixture’s volumetric properties, moisture resistance, fatigue performance, and rutting resistance, while also conducting a service life prediction to assess long-term durability. The ultimate goal was to enhance pavement performance while promoting environmental sustainability through the innovative reuse of common urban waste.
2. METHODOLOGY
2.1. The Incorporated Materials
2.1.1. The Use of Bitumen
PG 70-10 bitumen is chosen as a high-performance asphalt binder in hot regions and under heavy traffic loads because of its high stiffness and resistance to rutting. It is extensively used in SMA mixtures for improving durability, reducing permanent deformation, and preserving the stability of the mixture, especially for high-temperature regions and heavy traffic areas [15]. In this study, the physical properties of the PG 70-10 binder were determined according to the Superpave binder criteria, as shown in Table 1. Figures 3, 4, 5, and 6 present the equipment used for testing, including the dynamic shear rheometer (DSR), rotational viscometer, pressure aging vessel, and bending beam rheometer (BBR), which were employed to assess bitumen’s characteristics.
| Test property | Result | Standard | Requirement |
|---|---|---|---|
| Performance grade (PG) | PG 70-10 | AASHTO M320 | PG 70 –10 |
| High pavement temperature | 70° C | AASHTO T315 (DSR) | 70° C |
| Low pavement temperature | -10° C | AASHTO T313 (BBR) | -10° C |
| Viscosity at 135° C | 2.5 Pa·s | AASHTO T316 | ≤ 3 Pa·s |
| G*/sin δ (unaged binder) | 1.2 kPa | AASHTO T315 (DSR) | ≥ 1.00 kPa |
| G*/sin δ (RTFO-aged binder) | 2.8 kPa | AASHTO T315 (DSR) | ≥ 2.20 kPa |
| G*·sin δ (PAV-aged binder) | 3000 kPa | AASHTO T315 (DSR) | ≤ 5000 kPa |
| BBR stiffness (S) at -10° C | 250 MPa | AASHTO T313 (BBR) | ≤ 300 MPa |
| Flash point | 240° C | AASHTO T48 | ≥ 230° C |
| Solubility in trichloroethylene | 99.8% | AASHTO T44 | ≥ 99% |
Dynamic shear rheometer (DSR).

Brookfield rotational viscometer.
2.1.2. The Aggregate Utilized
SMA is a gap-graded mixture designed to provide superior rutting resistance and durability, making the selection of coarse and fine aggregates critical to its performance. The coarse aggregate used in this research study was crushed gravel, which formed a strong stone-on-stone skeleton that carried the load and resisted deformation. For fine aggregate, well-graded crushed stone sand was preferred to fill the voids between the coarse particles, ensuring mixture stability and proper binder retention. It was ensured that both aggregate types meet strict requirements for angularity, durability, and cleanliness to ensure the long-term strength and stability of SMA pavements [16]. The physical characteristics of both coarse and fine aggregate are presented in Tables 2 and 3.

Bending beam rheometer (BBR).

Pressure aging vessel.
| Test property | Result | Standard | Requirement |
|---|---|---|---|
| Bulk specific gravity (Gsb) | 2.65 | ASTM C127 | 2.60-2.75 |
| Apparent specific gravity (Gsa) | 2.75 | ASTM C127 | 2.70-2.85 |
| Water absorption | 1.2% | ASTM C127 | < 2.0% |
| Los Angeles abrasion loss | 25% | ASTM C131 | ≤ 30% |
| Flakiness and elongation index | 28% | ASTM D4791 | ≤ 30% |
| Test property | Result | Standard | Requirement |
|---|---|---|---|
| Bulk specific gravity (Gsb) | 2.67 | ASTM C128 | 2.60 – 2.70 |
| Apparent specific gravity (Gsa) | 2.78 | ASTM C128 | 2.70 – 2.85 |
| Water absorption | 1.0% | ASTM C128 | < 1.5% |
| Sand equivalent value | 50% | ASTM D2419 | ≥ 45% |
| Fineness modulus | 2.8 | ASTM C136 | 2.3 – 3.1 |
The adopted gradation in this study was typical of that used for SMA mixtures in wearing courses (surface layers), featuring a middle gradation with a 19 mm nominal maximum aggregate size (NMAS). This selection aligned with commonly adopted Middle Eastern specifications, including adaptations from the Iraqi Roads and Bridges Specification SCRB/R9 (2003) [17], as shown in Table 4 and Fig. (7).
| Sieve size (mm) | Specification (%) | Middle specification (%) |
|---|---|---|
| 19.0 mm | 100 | 100 |
| 12.5 mm | 85 – 95 | 90 |
| 9.5 mm | 65 – 75 | 70 |
| 4.75 mm | 25 – 35 | 30 |
| 2.36 mm | 15 – 25 | 20 |
| 0.3 mm | 10 – 15 | 12 |
| 0.075 mm | 6 – 10 | 8 |
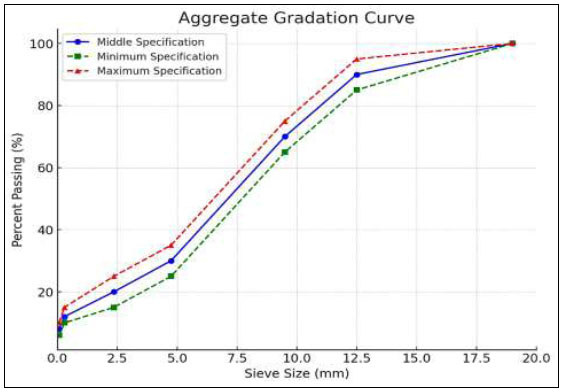
SMA surface layer aggregate gradation curve.
2.1.3. The Filler Utilized
Portland cement was used as a filler in the SMA mixture to improve mastic stability, reduce binder draindown, and enhance moisture resistance, offering a practical and effective alternative to conventional fillers. Its physical properties are revealed in Table 5.
2.1.4. Shredded Cigarette Filters (SCF)
SCF are incorporated into the SMA mixture as a stabilizing additive within the bitumen. The cigarette filters (CFs) used in this study were collected from local sources, such as cafes, public spaces, and recreational areas, contributing to waste reduction efforts, as shown in Fig. (8). The fibrous nature of SCF helps prevent binder draindown by enhancing the stability of the mastic, similar to the function of traditional cellulose fibers. Additionally, the use of SCF offers an environmentally friendly solution by repurposing non-biodegradable waste while contributing to the mechanical integrity and durability of the asphalt mixture. Proper preparation of CFs is essential before their incorporation into asphalt mixtures to ensure safety, performance, and material compatibility. The following steps are recommended for this process:
| Test property | Result | Standard | Requirement |
|---|---|---|---|
| Specific gravity | 3.15 | ASTM C188 | 3.10-3.20 |
| Blaine fineness (surface area) | 350 m2/kg | ASTM C204 | ≥ 280 m2/kg |

Collected cigarette filters.
• The CFs must be washed with water to remove residual tar, nicotine, and other contaminants, rinsed thoroughly with clean water, and oven-dried at 80-100 °C for 24-48 hours to ensure complete removal of moisture prior to incorporation into the mixture.
• The cigarette filters must be processed into fine fibers or small flakes through cutting or shredding, as shown in Fig. (9).

SCF.
• To maintain material quality, the SCF must be kept in moisture-free, sealed packaging to prevent contamination and reabsorption of humidity.
The main physical properties are provided in Table 6.
Table 6.
| Test property | Result | Standard |
|---|---|---|
| Specific gravity | 1.30 | ASTM D792 |
| Fiber length (after shredding) | 5-10 mm | Visually |
| Melting point | 245° C | ASTM D3418 |
2.1.5. Recycled Medicine Blister Packs (RMBP)
In this study, MBP were used as a recycled material within the SMA mixture. These covers, typically composed of plastic and aluminum layers, were collected from pharmaceutical waste sources, as shown in Fig. (10). To prepare RMBPs for use, the blister packs were separated from residual medication and washed with water to remove surface contaminants. The cleaned packs were then oven-dried at 105 °C for 24 hours, after which they were shredded into particles of approximately 10-20 mm in length, as shown in Fig. (11). The main physical properties are demonstrated in Table 7.
Table 7.
| Test property | Result | Standard |
|---|---|---|
| Specific gravity | 1.60 | ASTM D792 |
| Melting point (plastic layer) | 170° C | ASTM D3418 |
| Melting point (aluminum layer) | 660° C | ASTM E473 |
| Density (shredded bulk form) | 0.35 g/cm3 | ASTM D1895 |

Collected MBP.

Recycled MBP.
Melting points for plastic, aluminum, and the cellulose fibers were obtained using a differential scanning calorimeter (DSC) model (TA 250 Waters), as shown in Fig. (12).

DSC 250 (TA Instruments; Waters).
2.2. Comprehensive Laboratory Evaluation
2.2.1. Determining the Optimal Mixing and Compaction Temperatures (MTC)
The MCT for the control SMA mixture were determined using the rotational viscometer (RV) test, in accordance with AASHTO T316 [18]. In this method, a cylindrical spindle was immersed in a pre-heated bitumen sample (no more than 11 grams) and rotated at a constant speed of 20 RPM to measure the material’s viscosity at various temperatures. Measurements were taken at a range of temperatures (135° C to 175° C), and the viscosity results were recorded in Pascal-seconds (Pa·s). The data were plotted on a graph with viscosity on the y-axis and temperature on the x-axis, and a best-fit curve was applied. According to Superpave guidelines, the mixing temperature is identified at the point where viscosity reaches 0.17 Pa·s (165° C), while the compaction temperature corresponds to a viscosity of 0.28 Pa·s (150° C), as shown in Fig. (13). These temperature values ensure proper workability of the bitumen during mixing and effective densification during compaction.
2.2.2. SMA Specimens’ Preparation
The optimum bitumen content (OBC) for the control SMA mixture was determined in accordance with AASHTO R35 [19], utilizing Superpave volumetric design principles. Trial mixes were prepared at four binder contents (5.5%, 6.0%, 6.5%, and 7.0%) by total weight of the mixture. The volumetric analysis identified the binder content corresponding to the target 4.0% air voids, resulting in an OBC of 6.4%. Specimen compaction was performed using a Superpave gyratory compactor (SGC), as depicted in Figs. (14 and 15).
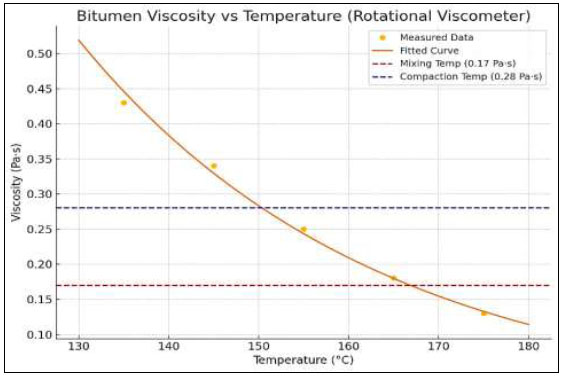
Temperature vs. viscosity of the bitumen used.
Several dosages of SCF (0.2%, 0.3%, 0.4%, and 0.5%) by weight of bitumen were selected to determine the optimum SCF content within the SMA mixture. The prepared SMA mixtures were evaluated based on Superpave volumetric properties, including air voids (Va), voids in mineral aggregate (VMA), and voids filled with asphalt (VFA). The best performance was observed at 0.3% SCF by weight of bitumen. Moreover, using the same procedure, several dosages of RMBP (0.5%, 1.0%, 1.5%, and 2.0%) by weight of aggregate were selected, and the best performance was achieved at 1.0% RMBP. To prepare the recycled SMA mixtures, a two-stage mixing procedure was followed based on the determined optimum dosages of additives. In the first stage, the bitumen was modified by incorporating 0.3% SCF by weight of bitumen using a high-shear mixing blender, as shown in Fig. (16). The SCF were gradually added to the bitumen pre-heated to 160-170° C and blended at 3000 rpm for 30 minutes to ensure uniform dispersion of fibers within the bitumen. In the second stage, 1.0% RMBP by weight of aggregate were introduced as part of the aggregate fraction. The aggregates were pre-heated to 160° C, and the RMBP were dry-mixed with the aggregates using a mechanical asphalt mixer, as shown in Fig. (17). The SCF-modified binder was then added to the RMBP-aggregate blend, and the complete mixture was thoroughly mixed at 160° C for 2-3 minutes to achieve homogeneity. The process enhanced binder stability and SMA mixture performance while supporting sustainability.

Superpave SMA specimens.

SGC.

High-shear blender.
Mechanical asphalt mixer.
2.3. Performance Evaluation
2.3.1. Superpave Volumetric Properties
The Superpave volumetric properties are important performance indicators of the quality of asphalt mixtures. These include air voids (Va), voids in mineral aggregate (VMA), and voids filled with asphalt (VFA), tested according to AASTHO R35 and AASHTO M323 [20]. For stone matrix asphalt (SMA) mixtures, the acceptable range for air voids is typically 3-5%, VMA should meet or exceed 15%, and VFA are generally required to be between 65-75%. Adhering to these ranges ensures the mix has sufficient durability, resistance to deformation, and adequate binder content for long-term serviceability.
2.3.2. Tensile Strength Ratio (TSR) Test
TSR testing serves as a performance parameter to evaluate the moisture susceptibility of SMA mixes. It measures the loss of tensile strength from water damage, which aids in the prediction of the possibility of stripping in the field. The test is performed according to the procedures outlined in AASHTO T283 [21], which consists of compacting two groups of cylindrical asphalt samples, namely unconditioned (dry) and conditioned (wet). Each group consists of three cylindrical asphalt samples (100 mm in diameter × 63.5 mm in height). The conditioned specimens undergo vacuum saturation, freezing at -18° C for 16 hours, as shown in Fig. (18), and thawing in a 60° C water bath for 24 hours, as shown in Fig. (19), thereby simulating severe moisture environments. Both sets are then tested for indirect tensile strength at 25° C, as shown in Figs. (20 and 21). The TSR is calculated as the ratio of the average tensile strength of the conditioned group to that of the unconditioned group, expressed as a percentage using the formula provided in equation 1:

Specimens freezing

Specimens in a 60° C

ITS apparatus.
 |
(1) |
Where,
• P = maximum load at failure (N)
• t = thickness of specimen (mm)
• d = diameter of specimen (mm)
The TSR is then calculated using equation 2 as follows:
 |
(2) |
A minimum TSR value of 80% is typically required to indicate acceptable moisture resistance. This test is vital for ensuring the long-term durability of asphalt pavements under wet and freeze-thaw conditions.
at -18° C for 16 hours. water bath for 24 hours.

Failure mechanism in specimens.
2.3.3. Fatigue Behavior
The fatigue performance of the asphalt mixtures was assessed using the strain-controlled four-point bending beam test, conducted in accordance with AASHTO T321 [22]. As illustrated in Fig. (22), an average of three rectangular beam specimens measuring 63 × 50 × 380 mm were fabricated from laboratory-compacted specimens. Testing was carried out at a controlled temperature of 20° C. A sinusoidal load was applied at a frequency of 10 Hz, with strain levels between 200 and 400 micro-strains, selected based on the stiffness of each mixture, as shown in Fig. (23). The test continued until the flexural stiffness decreased to 50% of its initial value, with the corresponding number of load cycles recorded as the fatigue life (Nf). This procedure enabled a consistent and accurate evaluation of the mixtures’ resistance to fatigue cracking under repeated loading conditions.
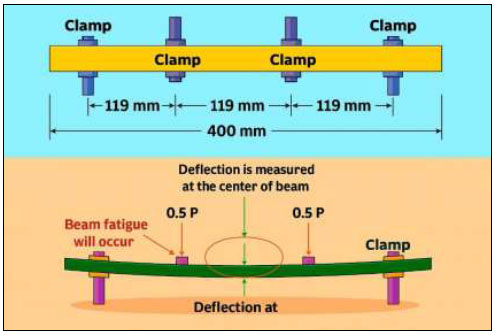
Set up for testing fatigue using a flexural beam.
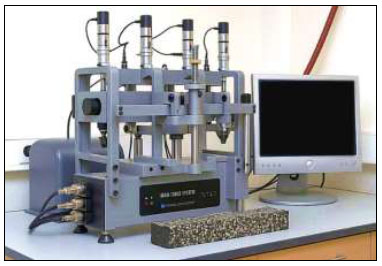
Flexural fatigue testing equipment.
2.3.4. Hamburg Wheel Track Test (HWTT)
HWTT, performed in accordance with AASHTO T324 [23], is a widely used laboratory method for assessing the rutting resistance and moisture susceptibility of asphalt mixtures, particularly SMA. The test involves placing two cylindrical asphalt specimens, each with a standard diameter of 150 mm and a height of 62 ± 2 mm, in a 50° C water bath, as shown in Fig. (24). These specimens are typically compacted using a Superpave gyratory compactor following the procedures outlined in AASHTO T312 [24], to ensure uniform density and air voids. A loaded steel wheel applies a repetitive force of 705 N across the surface of the submerged specimens for up to 20,000 passes. Throughout the test, rut depth is continuously measured to evaluate the mixture’s resistance to permanent deformation. Two critical performance indicators are monitored, i.e., the maximum allowable rut depth (at 12.5 mm) and the stripping inflection point, which reflect the onset of moisture-induced failure.
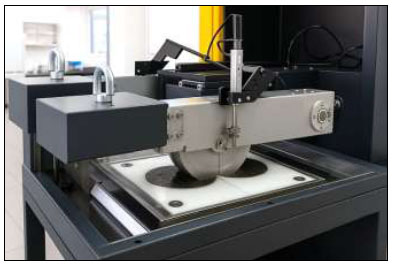
Double wheel tracker (DWT).
SMA mixtures are expected to perform well due to their stone-on-stone aggregate structure and rich binder content. Overall, the HWTT provides a comprehensive evaluation of asphalt mixture durability under combined moisture and loading conditions, supporting both quality assurance and performance-based mix design.
The methodology of this work is outlined in a flowchart provided in Fig. (25), illustrating the preparation of CFs and RMBPs (cleaning, drying, shredding), dosage determination, SMA mix design, and laboratory testing (volumetrics, TSR, HWTT, stiffness, fatigue). This systematic workflow ensured clarity and logical progression from waste preparation to performance evaluation.
3. RESULTS AND DISCUSSION
3.1. The Results of the Mixture’s Volumetric Properties
The volumetric property results offered an essential insight into the SMA mixture’s density, durability, and compaction quality, ensuring that it met Superpave standards for optimal performance. Table 8 and Fig. (26) demonstrate the main properties of both control and recycled SMA mixtures.
| Property | Control SMA | Recycled SMA | Specification (AASHTO M323) |
|---|---|---|---|
| Air voids (Va, %) | 4.0 | 3.8 | 3.0 – 5.0 |
| Voids in mineral aggregate (VMA, %) | 16.1 | 16.4 | ≥ 15 |
| Voids filled with asphalt (VFA, %) | 75.2 | 76.8 | 65 – 75 |
| Dust/binder ratio | 0.9 | 0.95 | 0.6 – 1.2 |
| Bulk specific gravity (Gmb) | 2.352 | 2.340 | - |
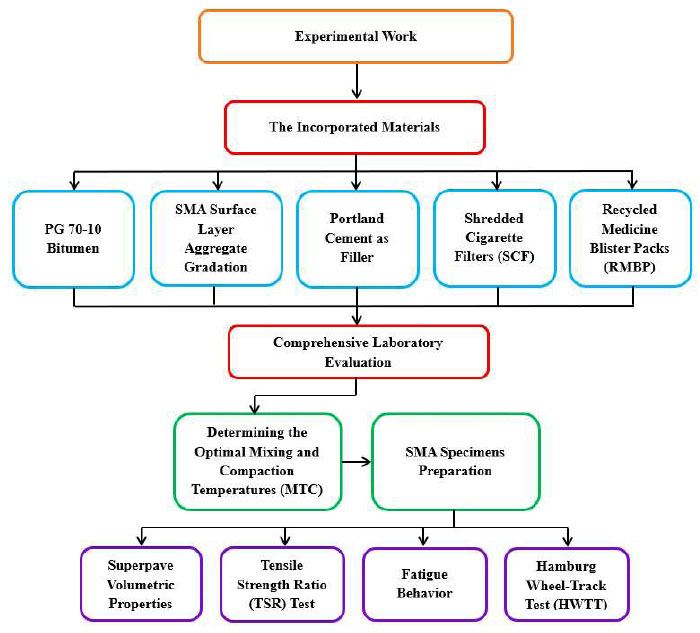
Work methodology flowchart.
The recycled SMA mixture demonstrated slight yet meaningful changes in volumetric properties compared to the control, reflecting improved compaction and durability. Air voids (Va) decreased from 4.0% to 3.8%, suggesting better mastic distribution, likely aided by the fibrous structure of SCF. Voids in mineral aggregate (VMA) increased slightly from 16.1% to 16.4%, indicating a more open aggregate structure that enhanced binder retention, an effect possibly influenced by the presence of RMBP. Voids filled with asphalt (VFA) rose from 75.2% to 76.8%, pointing to improved bitumen absorption and durability. The dust-to-binder ratio also increased modestly from 0.90 to 0.95, reflecting better filler interaction, likely supported by the composite behavior of RMBP. Moreover, the bulk specific gravity (Gmb) of the recycled mix showed a slight reduction, attributed to the lower density of the added RMBP particles. These combined changes indicated that the recycled additives contributed positively to the mix’s internal structure and performance.
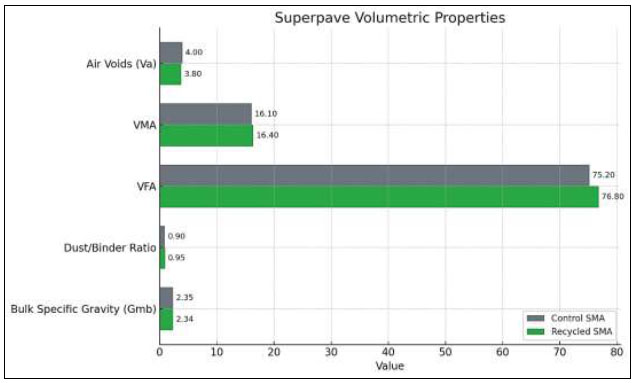
The results of Superpave volumetric properties.
Alshehri HA et al. [25] reported that incorporating waste plastic and fibers improved the volumetric properties of SMA, mainly through higher VMA and better binder accommodation. Our study confirmed these benefits and extended them by providing detailed numerical evidence, indicating reduced air voids, increased VMA and VFA, improved dust-to-binder ratio, and stable specific gravity. These results highlighted that the combined use of SCF and RMBP not only aligned with previous findings, but also demonstrated a more refined improvement in mixture structure, compaction, and durability. Future research should confirm these volumetric improvements under field conditions and demonstrate how the observed gains in VMA, VFA, and dust-to-binder ratio can translate into lasting durability in service.
3.2. Results of TSR Test
The TSR test was used to evaluate the moisture susceptibility of the control and recycled SMA mixtures, as per AASHTO T283. The mean TSR value of the control mixture was 82.4%, being acceptable given a minimum performance requirement of 80%.
In contrast, the recycled SMA mix containing 0.3% SCF and 1.0% RMBP attained 86.7% TSR. This was 5.2% more than the control SMA mix, as shown in Fig. (27). This indicated that the recycled additives contributed positively to moisture resistance and enhanced adhesion between binder and aggregate.
A notable strength of this study was that the recycled mixture not only met the minimum TSR requirement of 80%, but also outperformed the control mixture. The improved performance could be attributed to the fibrous characteristics of SCF, which likely enhanced bitumen retention, along with the presence of RMBP particles that improved internal cohesion and reduced moisture penetration. These results indicated that integrating such recycled materials could effectively enhance the moisture resistance of SMA mixtures while maintaining their structural performance.
Sarang G et al. [26] investigated SMA mixtures incorporating 0.3% to 0.5% shredded waste plastics with polymer-modified bitumen, reporting improved moisture resistance and a peak TSR of 85.2% at 0.4% plastic. However, their work focused specifically on polymeric waste. In comparison, the present study explored a novel blend of 0.3% SCF (by binder weight) and 1.0% RMBP (by aggregate weight), achieving a higher TSR of 86.7%. By introducing fibrous and composite post-consumer waste, this study has filled a gap in prior research and expanded the scope of sustainable SMA modification with improved performance outcomes. Future research should verify the recycled mixture’s resistance to moisture damage through long-term environmental exposure and freeze-thaw testing, and confirm its performance in field trials across different climatic conditions.
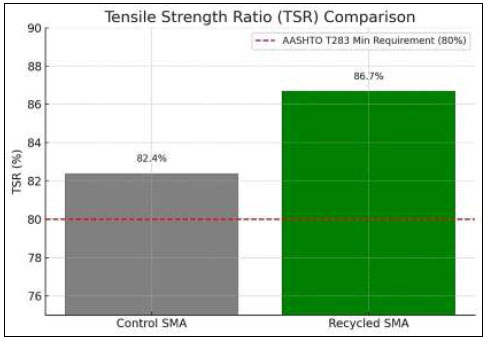
TSR results of control vs. recycled SMA mixtures.
3.3. Results of the Fatigue Performance Test
The evaluation of both initial stiffness and fatigue life across three strain levels (200 με, 300 με, and 400 με) demonstrated the superior mechanical performance of the recycled SMA mixture compared to the control. At 200 με, the recycled SMA achieved an initial stiffness of 4200 MPa, being 5% higher than the control’s 4000 MPa. At 300 με, stiffness values were 3600 MPa for the recycled SMA and 3400 MPa for the control, reflecting an increase of 5.9%. Similarly, at 400 με, the recycled mix reached 2900 MPa, outperforming the control’s 2700 MPa by 7.4%, as shown in Fig. (28).
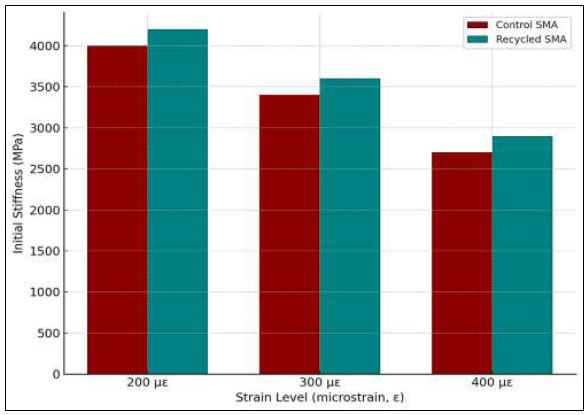
Initial stiffness vs. strain level for both control and recycled SMA mixtures.
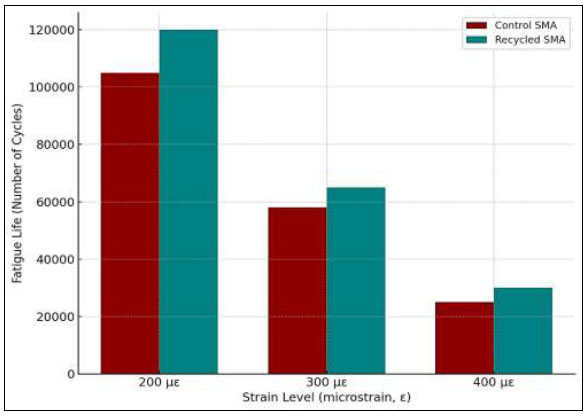
Fatigue life vs. strain level of both control and recycled SMA mixtures.
In terms of fatigue life, the recycled SMA recorded 120,000 cycles at 200 με, representing a 14.3% improvement over the control’s 105,000 cycles. At 300 με, fatigue life increased from 58,000 for the control mix to 65,000 for the recycled one, accounting for a gain of 12.1%. At the highest strain of 400 με, the recycled SMA endured 30,000 cycles, while the control failed at 25,000 cycles, showing a significant improvement of 20%, as shown in Fig. (29).
A key strength of this study was the consistent improvement observed in both stiffness and fatigue life, two critical indicators of pavement performance. These enhancements clearly indicated that the integration of 0.3% SCF by weight of binder and 1.0% RMBP by weight of total aggregate contributed to improved structural resilience and prolonged fatigue resistance in SMA mixtures. This improvement was attributed to better load transfer and energy dissipation within the mixture, leading to higher stiffness and greater durability.
Building upon the work of Ameli A et al. [27], which demonstrated enhanced fatigue performance in SMA mixtures using 15% ground tire rubber (GTR) and 5% PET waste, the present study extended the research by incorporating alternative, underutilized recycled materials. While Ameli A et al. reported up to a 40% increase in fatigue life, particularly at higher strain levels, our study achieved notable improvements of 14.3%, 12.1%, and 20% at 200, 300, and 400 με, respectively, through the addition of 0.3% SCF and 1.0% RMBP. These findings confirmed that non-polymeric, post-consumer waste materials can contribute meaningfully to fatigue resistance. Thus, this research study has not only been in accordance with previous work, but addressed a significant gap by evaluating the feasibility of more readily available and less frequently studied recycled additives in sustainable SMA design. However, the dual reinforcement effect of SCF and RMBP has presented a novel approach. Future studies should validate long-term durability under field conditions where traffic, climate, and aging factors can influence the performance.
3.4. Hamburg Wheel Track Test (HWTT) Results
The results of the HWTT revealed that the recycled SMA mixture (modified with 0.3% SCF and 1.0% RMBP) exhibited superior rutting resistance compared to the control SMA. At 5,000 passes, the recycled mixture showed a rut depth of 2.1 mm, which was lower than the 2.6 mm observed for the control.
This trend continued at higher wheel passes, with rut depths of 3.7 mm, 5.5 mm, and 7.2 mm for the recycled SMA at 10,000, 15,000, and 20,000 passes, respectively, compared to 4.9 mm, 7.8 mm, and 10.4 mm for the control mix, as shown in Fig. (30). These results indicated a consistent reduction in rut depth ranging from 19% to 31%, highlighting the recycled mixture’s enhanced resistance to permanent deformation under repeated loading in wet conditions.
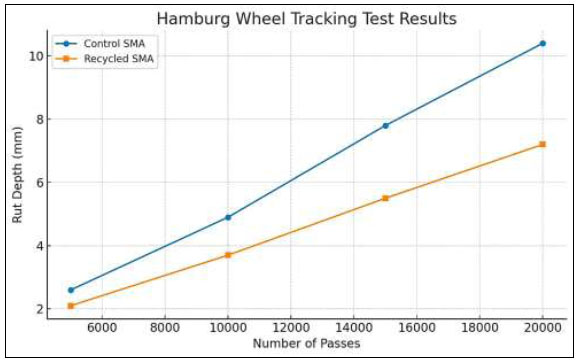
HWTT results for both SMA mixtures.
One of the major strengths of this study was the clear performance enhancement achieved through the combined use of SCF and RMBP. The stabilizing function of SCF improved the structural integrity of the mixture by restraining binder drain-down, while RMBP contributed to enhancing the internal stability and binder retention. These effects provided a balanced reinforcement mechanism that led to superior rutting resistance. In addition, the gained improvement was not limited to a single load cycle, but remained consistent across all wheel passes, indicating the long-term potential of the recycled SMA in real-world traffic conditions.
Emami A et al. [28] evaluated the rutting resistance of modified SMA mixtures using polymer additives, such as SBS and polyester fibers. Their best-performing mix achieved a rut depth of 8.1 mm after 20,000 passes in the HWTT, showing a 29.6% improvement over the control. In comparison, our study achieved a lower rut depth of 7.2 mm, representing a 30.8% reduction using 0.3% SCF and 1.0% RMBP. While the previous study has focused on engineered polymers, our work has extended the research by demonstrating that recycled post-consumer materials can provide comparable rutting resistance, thus offering a sustainable alternative and filling the gap in the existing literature. Although the current study findings have been encouraging, further validation is necessary under real-world conditions. Future research should investigate field performance across diverse climatic regions, assess long-term durability under aging and environmental effects, and evaluate large-scale construction feasibility.
4. ANALYTICAL FRAMEWORK FOR PAVEMENT SERVICE LIFE PREDICTION
To estimate the long-term field performance of SMA mixtures based on laboratory rutting data, a statistical model was developed using outputs from the HWTT.
The model correlated rut depth with the number of loading passes via linear regression, identifying the failure point at a rut depth of 12.5 mm, in accordance with AASHTO T324. The steps are detailed as follows:
• Step 1: Definition of the performance threshold
The standard failure criterion in HWT testing includes 12.5 mm rut depth = end of service life (as per AASHTO T324)
• Step 2: Development of a rutting progression model
For each mixture type, the relationship between rut depth (R) and number of passes (N) is modeled using the following linear equation (equation 3):
 |
(3) |
R: Rut depth (mm)
N: Number of wheel passes
a: Slope of the regression line (rut depth per pass), indicating the rate of rutting
b: Y-intercept represents the initial deformation at zero pass
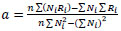 |
(4) |
 |
(5) |
n: Number of data points (4 in this case)
Ni and Ri: Individual values of passes and rut depths
4.1. Control SMA Mixture
Using the experimental data obtained from the wheel track test, Table 9 presents the adopted parameters.
 |
 |
(6) |
 |
(7) |
 |
4.2. Recycled SMA Mixture
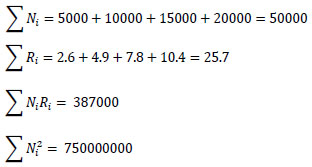
Table 10 presents the adopted parameters for recycled SMA mixture.
| Ni | Ri | Ni × Ri | |
|---|---|---|---|
| 5000 | 2.1 | 10500 | 25000000 |
| 10000 | 3.7 | 37000 | 100000000 |
| 15000 | 5.5 | 82500 | 225000000 |
| 20000 | 7.2 | 144000 | 400000000 |
| Sum | 18.5 | 274000 | 750000000 |
By using the same calculation steps for the control SMA mixture above, the solution of the recycled SMA mixture is provided as follows:
 |
• Step 3: Determination of the passes to rutting failure (12.5 mm) (equations 8-10)
 |
(8) |
 |
(9) |
 |
(10) |
• Step 4: Identification of total equivalent single axle loads (ESALs) leading to failure
In this study, a conversion factor of 500-1000 ESALs per HWTT pass was adopted to relate laboratory rutting performance to expected field loadings. This range is justified by both the National Cooperative Highway Research Program (NCHRP) guidelines [29] and the Texas Department of Transportation (TxDOT) HWTT guidelines [30], which note that such values are appropriate for hot, heavily loaded climates, as found in Iraq, the southern United States, and Gulf countries. The selection of 750 ESALs/pass as a middle value ensured realistic service life estimates reflecting both international best practices and the specific environmental and loading conditions of Iraqi pavements (equations 11-13).
 |
(2) |
• Control SMA mixture
 |
(12) |
• Recycled SMA mixture
 |
(13) |
• Step 5: Service life prediction
The annual design traffic was assumed to be 1,000,000 ESALs/year in accordance with recommendations from the AASHTO Guide for Design of Pavement Structures [31], and the Mechanistic-Empirical Pavement Design Guide (MEPDG) [32], which defines this value as typical for main highways and heavily trafficked urban roads. This design level was also consistent with the traffic loading assumptions used in NCHRP Report 567 [33] and recent pavement research in regions with traffic and climate conditions similar to those in Iraq. The adoption of this value ensured service life predictions to be directly relevant to the performance expectations of national and regional highway networks (equations 14-16).
|
(14) |
 |
(15) |
 |
(16) |
5. LIMITATIONS AND FUTURE WORK
While this study demonstrated the suitability of incorporating SCF and RMBP into SMA, certain limitations remain. Specific evaluations, such as creep-strain and aging tests, were not performed, and all experiments were conducted under controlled laboratory conditions, which may not have fully captured real-world variability in temperature, traffic loading, and construction practices. Moreover, although both SFC and RMBP were washed and dried before use, the potential leaching of nicotine, tar, heavy metals, and different pharmaceutical compounds remains a concern.
Future research should, therefore, include long-term mechanical testing, field validation under diverse conditions, and contaminant analysis with leachate testing to provide a more comprehensive assessment of both performance and environmental sustainability.
CONCLUSION
This study has comprehensively evaluated the performance of control and recycled stone matrix asphalt (SMA) mixtures through a series of laboratory tests and analytical models. The assessment included Superpave volumetric property analysis, TSR testing for moisture resistance, four-point bending beam fatigue testing, and the HWTT for rutting resistance. Analytical modeling was also applied to predict service life based on the rutting results. The following conclusions summarize the key findings of this paper.
The recycled SMA mixture exhibited modest but meaningful improvements in volumetric properties compared to the control mix. Air voids (Va) decreased from 4.0% to 3.8%, while VMA increased from 16.1% to 16.4% and VFA rose from 75.2% to 76.8%, collectively indicating better compaction, enhanced binder retention, and improved durability. The dust-to-binder ratio also increased from 0.90 to 0.95, and the bulk specific gravity (Gmb) was slightly lower, reflecting the influence of the lower-density recycled additives. These changes demonstrated the beneficial impact of incorporating SCF and RMBP on the structural and durability characteristics of the SMA mixture.
The incorporation of 0.3% SCF and 1.0% RMBP into SMA mixtures resulted in a TSR of 86.7%, indicating enhanced moisture resistance compared to the control. This confirmed the effectiveness of these recycled additives in improving durability while promoting sustainable pavement practices.
The incorporation of 0.3% SCF and 1.0% RMBP in the SMA mixture led to clear improvements in stiffness and fatigue resistance compared to the control mix. Stiffness increased by 5%-7.4% across all tested strain levels, while fatigue life rose by 12%-20%. These enhancements demonstrated that recycled additives can effectively boost the structural integrity and long-term durability of SMA mixtures.
The HWTT results demonstrated that the recycled SMA mixture (with 0.3% SCF and 1.0% RMBP) offered significantly enhanced rutting resistance compared to the control mix, with rut depth reductions of 19% to 31% across all loading stages. This improved performance was attributed to the stabilizing and filler effects of the recycled additives, which increased the mixture’s internal stability and binder retention, thereby reducing permanent deformation under repeated wet loading.
The analytical model predicted that the control SMA mixture will reach the rutting failure criterion after 18.0 years, while the recycled SMA mixture is expected to last 24.3 years under a traffic load of 1,000,000 ESALs per year. This reflected a service life increase of 6.3 years for the recycled mixture, demonstrating its superior rutting resistance compared to the control.
AUTHORS’ CONTRIBUTIONS
The authors confirm their contribution to the paper as follows: A.K.: Methodology; F.F.A.K.: Data collection; T.M.H.: Drafting of the manuscript; All authors reviewed the results and approved the final version of the manuscript.
LIST OF ABBREVIATIONS
| SMA | = Stone matrix asphalt |
| SCF | = Shredded cigarette filters |
| RMBP | = Recycled medicine blister packs |
| HWTT | = Hamburg wheel tracking test |
| HDPE | = High-density polyethylene |
| CR | = Crumb rubber |
| CFP | = Cellulose fiber pellets |
| DSR | = Dynamic shear rheometer |
| BBR | = Bending beam rheometer |
| PG | = Performance grade |
| RTFO | = Rolling thin-film oven |
| NMAS | = Nominal maximum aggregate size |
| SCRB | = Iraqi Roads and Bridges Specification |
| DSC | = Differential scanning calorimeter |
| MTC | = Mixing and compaction temperatures |
| RV | = Rotational viscometer |
| OBC | = Optimum bitumen content |
| SGC | = Superpave gyratory compactor |
| Va | = Air voids |
| VMA | = Voids in mineral aggregate |
| VFA | = Voids filled with asphalt |
| Nf | = Fatigue life |
| DWT | = Double wheel tracker |
| GTR | = Ground tire rubber |
| NCHRP | = National Cooperative Highway Research Program |
| TxDOT | = Texas Department of Transportation |
AVAILABILITY OF DATA AND MATERIALS
The data supporting this study’s findings can be obtained from the corresponding author upon reasonable request.
ACKNOWLEDGEMENTS
Declared none.

