All published articles of this journal are available on ScienceDirect.

Experimental Investigation of Sand Concrete Reinforced with PET Fibers and Recycled Brick Sand
Authors Info & Affiliations
Abstract
Introduction
This study addresses the urgent environmental necessity of recycling waste due to the rapid depletion of natural aggregates in construction. It specifically focuses on valorizing locally abundant waste materials, recycled brick sand and PET bottles, to develop a sustainable sand concrete composite formulated using the SABLOCRETE method, a research area that remains relatively underexplored. The primary aim is to experimentally evaluate the performance of Sand Concrete (SC) modified with Recycled Brick Sand (RS) and Polyethylene Terephthalate Fibers (PETF). Assessing their impact of these materials on fresh properties, mechanical strength, porosity, shrinkage, and residual strength after exposure to high temperatures.
Methods
Using the SABLOCRETE method, sand concrete mixtures were designed by replacing natural sand with 0-100% RS and incorporating PETF at 0.3-1.2% by volume. Standard testing procedures evaluated workability, compressive and flexural strength at 7, 28, and 90 days, porosity, Ultrasonic Pulse Velocity (UPV), and 300-day shrinkage. Additionally, specimens were heated to 1000°C to assess thermal resistance.
Results
Workability decreases with higher RS and PETF content. A 50% RS replacement combined with 1.2% PETF yielded optimal mechanical performance, improving compressive strength by up to 13% and flexural strength by up to 11% compared to the control mix, while reducing porosity and shrinkage by up to 45%. High-temperature exposure significantly degrades strength, particularly in 100% RS mixes, with strength losses reaching 63-66% at 1000°C, and PETF melting above 400°C.
Discussion
While RS tends to increase shrinkage due to its higher water absorption, the incorporation of PETF effectively counteracts this by limiting crack formation. The synergistic combination of 50% RS and 1.2% PETF demonstrates that mechanical and durability improvements are achievable through optimized mix design. Nevertheless, thermal resistance remains a critical limitation, as high RS content and PETF melting at elevated temperatures substantially compromise fire performance, which must be considered in structural applications.
Conclusion
A mix of 50% recycled brick sand and 1.2% PET fibers offers a viable, eco-friendly alternative for the construction sector, balancing mechanical performance with waste reduction. However, fire resistance remains a key limitation that must be considered in practical applications, and workability must be managed through adjusted superplasticizer dosages.
1. INTRODUCTION
In recent decades, consumption of natural aggregates has grown substantially due to the expansion of construction activities. Current estimates indicate that 40 billion tons of aggregates are mined annually for global consumption, a figure that remains significant even by conservative estimates [1]. The ecological and economic constraints associated with natural resources have prompted extensive research into incorporating recycled materials as partial substitutes for cement and aggregates in cementitious composites [2]. One such promising approach being explored is the use of bricks in sustainable concrete to improve its strength while maintaining environmental friendliness. This solution has gained attention as it addresses the demand for concrete in construction while simultaneously protecting the environment [3].
In this context, waste bricks can be utilized as fine (RFA) or coarse aggregates (RCA) or as powder (BP) in mortar or concrete. The use of BP results in a more compact mixture due to pozzolanic activity. Additionally, recycled bricks can serve as a replacement for sand or gravel in the aggregate phase. Numerous studies have investigated the feasibility of using brick powder as a supplementary cementitious material [4-6], as well as the effects of using bricks as partial or complete substitutes for aggregates in construction [7, 8]. Extensive research has investigated the incorporation of recycled brick and concrete waste, demonstrating a significant impact on the behavior of cementitious materials [9].
However, specifically in concrete production, studies have investigated substituting natural sand (NS) with brick waste (RS). However, the addition of RS may negatively affect concrete workability. For instance, one study [10] examined brick waste (RS) as an alternative material for partial replacement of natural sand in mortar, adopting an incremental replacement approach with substitution levels set at 0%, 25%, 50%, 75%, and 100%. The angular form and rough surface of brick waste can reduce mortar flowability. Furthermore, it has been found that RS has a higher water absorption capacity compared to NS. Specifically, RS has an absorption capacity of 13.9%, whereas NS has an absorption capacity of 5.9%; this difference can cause a 58% decrease in slump when RS completely replaces NS. Additionally, the incorporation of RS into the mortar mixture results in increased shrinkage, which becomes more pronounced as the RS percentage increases. Similar results reported in the literature [11-17] indicate that slump decreases with increasing brick waste content.
Conversely, other investigations have reported positive mechanical outcomes. A study by Liu et al. [18] discovered that three distinct clay brick particle sizes-coarse, medium, and fine-can successfully substitute natural sand in mortar. They used three different replacement rates (10%, 20%, and 30%) for each particle size. The flexural strength of the medium sand was comparable to that of the control. An increase in flexural strength was observed with higher levels of coarse clay brick replacement, yielding values of 25.15 MPa, 27.60 MPa, and 28.53 MPa for 10%, 20%, and 30% substitution, respectively. This resulted in strength gains of 1.3%, 11.2%, and 14.9% compared to the control sample. Nevertheless, the increase in recycled sand content led to higher porosity, which can be attributed to the inherently porous structure of brick aggregates; generally, mortar porosity rises and strength decreases as the recycled sand percentage increases [3]. Another study [16] investigated whether recycled fine aggregates are a suitable addition to concrete. In this investigation, natural sand was substituted with brick or concrete waste with particles smaller than 5 mm, employing replacements of 0%, 25%, 50%, and 100%. The study found that the long-term strength of the concrete containing RS was similar to that of the control.
These variations in mechanical performance are often attributed to the physical characteristics of the particles. Meanwhile, a study by Miah et al. [10] observed that clay brick had a higher angular form, coarser particles, and a rougher surface texture than natural sand. It also found that the mortar's mechanical strength improved by 20% at a 50% replacement level compared to the control, explaining its improved performance. A recent study by Guendouz et al. [19] has shown that ceramic waste grains, which are harder than natural sand, improve the compressive and flexural strength of Fiber-Reinforced Cementitious Composites (FSC). This enhancement is primarily due to the irregular shape and rough surface of the ceramic grains, which help increase the microstructural compactness of the composite. According to the findings, substituting 25% of natural sand with ceramic waste resulted in an enhancement of approximately 30% in compressive strength and 57% in flexural strength.
Beyond mechanical strength, the incorporation of recycled brick waste also significantly influences durability-related properties. Debieb and Kenai [20, 21] conducted a study to examine how replacing natural aggregates with fine and coarse brick waste (RS) influences the properties of concrete. The experimental program focused on evaluating mechanical properties such as compressive and tensile strength, as well as physical parameters including modulus of elasticity, capillary absorption, permeability, and shrinkage. A sixfold increase in shrinkage was observed in concrete mixes containing RS (25% to 100%) when compared to the reference mixture. Additionally, the modulus of elasticity decreased by 30% for coarse crushed brick concrete, 40% for fine crushed brick concrete, and 50% for concrete containing both waste brick (coarse and fine). When coarse natural aggregate was completely replaced by recycled aggregate, shrinkage increased by 70% [22]. Compared to control concrete, the higher water content of recycled concrete results in 25–60% higher shrinkage when incorporated into concrete [23]. Previous studies on concrete shrinkage using Recycled Brick Aggregate (RBA) yielded similar results [24], in which higher porosity in RBA resulted in higher shrinkage due to its lower elastic modulus.
Indeed, one of the main drawbacks of sand concretes is their tendency to exhibit higher shrinkage values compared to conventional Portland cement concrete [25]; a potential solution to this problem is the use of fibers. In this context, plastic waste is extremely harmful to the environment. Specifically, Polyethylene Terephthalate (PET) based plastic bottles are extensively used worldwide, with an annual consumption of over 0.3 million units. Researchers are exploring the use of fiber reinforcement in recycled aggregate. Over the past few years, numerous studies have explored the potential of integrating plastic waste into concrete formulations, which has improved specific properties as concrete technology has progressed. The use of Polyethylene Terephthalate Fiber (PETF) in concrete has greatly improved its properties and durability [26], enhanced its ductility [27, 28], and developed its engineering features [29].
A variety of studies have involved combining PETF with concrete. A variety of studies have involved combining PETF with concrete. Studies show that although it has little impact on mechanical strength, it can improve thermal conductivity and minimize shrinkage cracks in concrete [30]. Nevertheless, a study conducted by Al-Hadithi et al. [31] revealed that 1.5% PETF reduced workability while improving the mechanical properties of Self-Compacting Concrete (SCC) when varying with different (0–2%) percentages of recycled PETF. The results of Al-Hadithi et al. [27] showed that 1% of PET fiber content in SCC might be the optimal amount. To preserve the workability of SCC fibers and improve their properties, it would be appropriate to incorporate PET fibers at a concentration of 1.25%, which falls between moderate and high. A comparable observation by Mahmoud et al. [32] found that adding 1% PETF to the concrete mixture leads to only a slight increase in compressive strength.
In addition to mechanical properties, the behavior of these materials under extreme thermal conditions must also be considered. In contrast, earlier research has shown that concrete can undergo both chemical and physical changes as a result of exposure to high temperatures. In accordance with Nematzadeh's experimental investigation [33], concrete samples were subjected to temperatures ranging from 110°C to 1000°C, causing the concrete to lose strength at high temperatures due to the breakdown of hydration products. Brick waste was incorporated into concrete mixes as a replacement for natural sand at replacement ratios ranging from 0% to 100%. The experimental program included two mix types: one containing Portland cement and another based on calcium aluminate cement. Results showed that compressive strength decreased progressively with temperature elevation.
Similarly, Rami A. Hawileh et al. [34] tested concrete mixes with different percentages of recycled aggregate (0 to 100%) at temperatures between 25 and 600°C. The study's findings demonstrated that compressive strength decreased by 18.3%, 11.8%, 17.2%, and 18.9% at 200°C. Upon reaching 400°C, there was a decrease in compressive strength, ranging from 34.5% to 45%. Comparably, the compressive strength decreased with variations between 62.7% and 79.2% when the RA percentage was 0%, 50%, 75%, and 100%. Concrete loses strength suddenly because of the breakdown of calcium hydroxide at temperatures over 500°C and over 600°C. The degradation of concrete at high temperatures results from water evaporation, shrinkage of the composite, and the weakening of the paste-aggregate bond. Differential thermal expansion intensifies this issue, leading to the formation of microcracks. Moreover, the evaporation of moisture leads to an increase in porosity, which in turn results in a reduction in the compressive strength of the concrete [35, 36].
Unlike previous studies that examined RS or PETF individually in conventional concrete or mortar systems, this work investigates their combined effect in sand concrete-a fine-aggregate-only matrix with distinct rheological and mechanical characteristics. This combination, evaluated across a comprehensive range of properties, including long-term shrinkage and high-temperature resistance up to 1000°C, represents a contribution that has not been previously reported in the literature.
2. MATERIALS AND METHODS
The Controlled Sand Concrete (CSC) was composed of fine dune sand combined with Portland cement, limestone filler, mixing water, and a superplasticizer.
2.1. Experimental Materials
Ordinary Portland cement (Type II, class 42.5), sourced from the Meftah cement factory in Blida, was used. This cement has a density of 3100 kg/m3, a bulk density of 1030 kg/m3, and a Blaine fineness of 3200 cm2/g. Its chemical composition is illustrated in Fig. (1a).
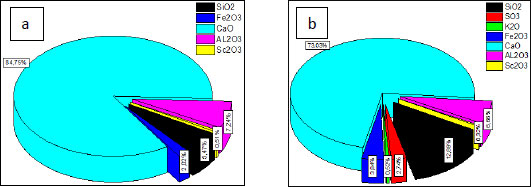
Chemical composition of cement (a) and limestone filler (b).
Filler constitutes an essential component in the composition of sand concrete. In this study, a limestone filler was utilized, sourced from the dust generated during the crushing of limestone aggregates at the Meftah cement plant (Blida). This filler has a particle size of less than 80 μm and consists primarily of CaO (84.22%). Its physical properties include a specific density of 2900 kg/m3 and a Blaine specific surface area of 310 m2/kg. The chemical composition of the filler is presented in Fig. (1b).
MEDAFLOW 145, a high-range water reducer, was used as the superplasticizer in this study. It is brown in color and has a specific gravity of 1.065, making it suitable for achieving superior performance in concrete and mortar.
PET fibers used in this study, measuring 20 mm in length and 0.42 mm in diameter, were obtained through the recycling of waste plastic bottles. The collected bottles were first subjected to a grinding process to produce shredded plastic. The resulting material was then extruded to form filaments of the required diameter, followed by a cutting operation to obtain fibers with a uniform length of 20 mm. The texture and morphology of the fibers are presented in Fig. (2). The fibers are characterized by a typical tensile strength of approximately 380 MPa, a density of 0.7 g/cm3, a Young’s modulus of 7.17 GPa, and an elongation at break of about 53%.
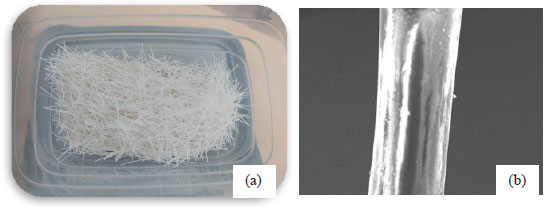
PET fibers: (a) texture; (b) morphology.
Fine Natural Sand (NS) and Recycled Brick Sand (RS) were used as fine aggregates. The grain size distribution of natural and recycled fine aggregates used is presented in Fig. (3), and their physical properties are summarized in Table 1. NS was replaced by RS at different substitution levels of 0%, 25%, 50%, 75%, and 100%. The NS was sourced from the region of Laghouat (Algeria), while the RS was obtained by crushing brick waste. The RS was mechanically crushed using a jaw crusher and passed through a 3.15 mm sieve, producing fine particles within the 0–3.15 mm size range.
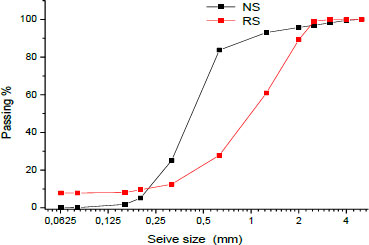
Grading curve of fine aggregates (NS & RS).
| NS | RS | |
|---|---|---|
| Apparent density (g/m3) | 1.463 | 1.166 |
| Specific density (g/m3) | 2.50 | 2.22 |
| Water absorption (%) | 2 | 12 |
| Fineness modulus (%) | 2 | 2.8 |
| Compactness (CP) % | 58.52 | 52.52 |
| Sand equivalent | 84.95 | 82.75 |
Figure 4 illustrates the SEM micrographs of Natural Sand (NS) and Recycled Sand (RS), clearly revealing distinct differences in particle morphology and surface texture. The recycled sand particles are predominantly angular, with markedly rough surfaces and a porous microstructure. This morphology results from the mechanical crushing process and the presence of adhered mortar, both of which contribute to increased surface irregularity and internal porosity. These characteristics are likely to affect water absorption capacity, the quality of the Interfacial Transition Zone (ITZ), and consequently the overall performance of the composite material. By contrast, natural sand particles exhibit a denser and more uniform structure, characterized by smoother surfaces and more rounded shapes. These features reflect their natural origin and the abrasion processes occurring during transport. Such morphology typically promotes lower water demand and improved particle packing compared with recycled aggregates.
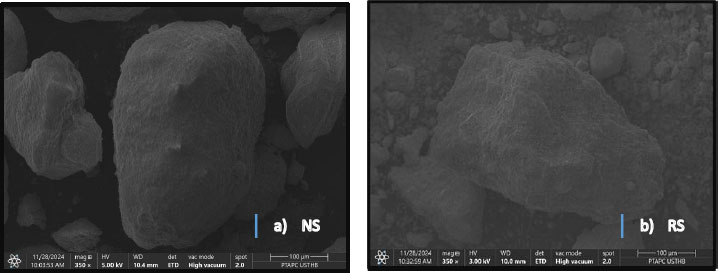
The scanning electron microscopy (SEM) micrographs of NS and RS.
2.2. Formulation of Sand Concrete
Sand, cement, fillers, and water constitute the primary ingredients of sand concrete. The formulation of sand concrete was conducted in accordance with the SABLOCRETE method [37], which is based on a theoretical formulation of SABLOCRETE that was subsequently experimentally adjusted. This approach serves as the basis for optimal sand concrete compositions, derived from achieving optimal compactness. In addition to these basic components, four replacement percentages of RS were considered: 25%, 50%, 75%, and 100%, as indicated in Table 2.
| PETF (%) |
SC | SP (%) | NS (Kg) |
RS (Kg) |
PETF (%) |
|---|---|---|---|---|---|
| 0 | CSC | 1 | 1300 | 0 | 0 |
| SCRS25% | 975 | 325 | |||
| SCRS50% | 650 | 650 | |||
| SCRS75% | 325 | 975 | |||
| SCRS100% | 0 | 1300 | |||
| 0.3 | CSC | 1300 | 0 | 0,30 | |
| SCRS25% | 975 | 325 | |||
| SCRS50% | 650 | 650 | |||
| SCRS75% | 325 | 975 | |||
| SCRS100% | 0 | 1300 | |||
| 0.5 | CSC | 1300 | 0 | 0,50 | |
| SCRS25% | 975 | 325 | |||
| SCRS50% | 650 | 650 | |||
| SCRS75% | 325 | 975 | |||
| SCRS100% | 0 | 1300 | |||
| 1 | CSC | 1.1 | 1300 | 0 | 1,00 |
| SCRS25% | 975 | 325 | |||
| SCRS50% | 650 | 650 | |||
| SCRS75% | 325 | 975 | |||
| SCRS100% | 0 | 1300 | |||
| 1.2 | CSC | 1.2 | 1300 | 0 | 1,20 |
| SCRS25% | 975 | 325 | |||
| SCRS50% | 650 | 650 | |||
| SCRS75% | 325 | 975 | |||
| SCRS100% | 0 | 1300 |
The Water-to-Cement (W/C) ratio, cement dosage, fines dosage, and admixture dosage were the fixed parameters used to prepare the Control Sand Concrete (CSC) mix. The goal was to determine workability by measuring flow time using an LCPC maniabilimeter.
The SCRS mixtures containing PETF were produced by replacing NS with RS and adding PETF, followed by a mixing duration of 5 minutes.
Each combination is precisely identified by identification codes:
- CSC: Control Sand Concrete (without RS and PETF).
- SCRS%: Sand Concrete with Recycled Sand
2.3. Mixture Proportions and Specimen Preparation
Using the SABLOCRETE method [37], a total of five categories of sand concrete mixes were designed, each incorporating five different RS replacement levels. The detailed composition proportions of the sand concrete mixtures are presented in Table 2. A total of 700 specimens were cast for the testing procedures. Compressive strength, flexural strength, and shrinkage measurements were tested on 40×40×160 mm prismatic specimens. All specimens were demolded 24 hours after casting and cured in water at 20 ± 2°C until the age of testing. For each mix and each test age, three replicate specimens were prepared, and the mean value was reported. For all mixtures, the following parameters remain constant: cement dosage C = 350 kg/m3, water-to-cement ratio W/C = 0.68, and limestone filler LM = 200 kg/m3.
2.4. Testing Procedures
2.4.1. Fresh Mixture
According to standard NF P 18-452 [38], the workability of the sand concrete was determined by measuring the flow time using an LCPC workability meter subjected to vibrations.
2.4.2. Hardened Mixture
Compressive and flexural strengths were measured at 7, 28, and 90 days in accordance with standards NF EN 12390-3 [39] and NF EN 12390-5 [40], respectively. The porosity was measured in accordance with the NF P18-459 standard [41]. Ultrasonic Pulse Velocity (UPV) was used as a non-destructive test method in accordance with standards [42, 43] to assess the quality of the SC samples ninety days after curing. In accordance with standard NF EN 12390-16 [44], shrinkage values were determined using a length comparator (deformometer) to measure the length of the prisms. Compressive Strength After Thermal Exposure: To assess the thermal resistance of the concrete, 90-day-old specimens were exposed to temperatures ranging from 25°C to 1000°C. Heating was carried out in an electric furnace at a uniform rate of 10°C/min until the target temperature was reached. Subsequently, in accordance with ISO 834 [45], the temperature was maintained constant for two hours to ensure uniform heating of the concrete samples. Before conducting mechanical tests, the specimens were allowed to cool to ambient temperature inside the sealed furnace for a full day following each heating cycle.
2.4.3. Compressive Strength after Thermal Exposure
To assess the thermal resistance of the concrete, 90-day-old specimens were exposed to temperatures ranging from 25 °C to 1000 °C. Heating was carried out in an electric furnace at a uniform rate of 10°C/min until the target temperature was reached. Subsequently, in accordance with ISO 834 [45], the temperature was maintained constant for two hours to ensure uniform heating of the concrete samples. Before conducting mechanical tests, the specimens were allowed to cool to ambient temperature inside the sealed furnace for a full day following each heating cycle.
3. RESULTS AND DISCUSSIONS
3.1. Effect of RS on Workability of SC
The workability results for the SC mixtures containing RS and PETF are presented in Fig. (5). The flow times of the SCRS mixtures with PETF fall within an interval of 7 to 11.3 seconds. The workability of the sand concrete containing RS is poorer than that of the control CSC (0% RS). It was observed that as the RS content increases, the flow time increases by approximately 14% when NS is completely substituted with RS. This trend is explained by the fact that NS has a water absorption capacity of 2%, whereas RS exhibits a capacity of 12% [16, 12, 46, 47]. Additionally, RS has a highly angular shape and a rough surface. It should be noted that the fresh mixture made with RS has reduced mobility; when bricks are crushed to form coarse aggregate, this enhances particle interlocking within the mix, as reported in previous literature [10, 48].
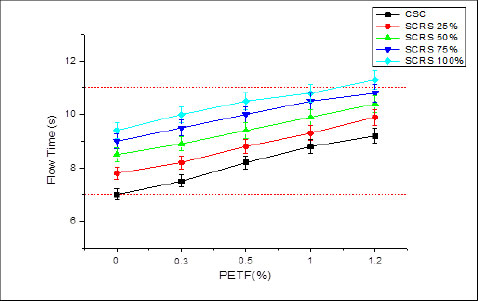
Effect of RS and PETF on workability of SC.
The addition of PETF reduces the workability of the sand concrete. The workability of SCRS mixtures with 0%, 25%, 50%, 75%, and 100% RS content was analyzed at a PETF content of 1.2%. The flow times recorded were 9.2, 9.9, 10.4, 10.8, and 11.3 seconds, respectively. This phenomenon is attributed to the high fiber concentration and the fibers’ large surface area, which rapidly absorb cement paste and increase the viscosity of the concrete mixture. Consequently, as the PETF content rises, the fresh concrete becomes less plastic [49-51].
3.2. RS and PETF Impact on SC's Compressive Strength
The compressive strength of SC mixtures containing RS (0%, 25%, 50%, 75%, and 100%) without PETF (0%) was investigated at 7, 28, and 90 days (Fig. 6). Three specimens were tested for each mix, and the mean value was calculated. The maximum compressive strength was recorded at an RS content of 50%; specifically, SCRS50% outperformed the control CSC. Additionally, as the curing age increased, the compressive strength of the SC increased. For instance, at 28 days, the compressive strengths were 39 MPa, 41 MPa, 44 MPa, 36 MPa, and 35 MPa for the respective RS levels. Compared to the control, the maximum compressive strength of SCRS50% at the 50% replacement level was 13% higher, while after 90 days, it was 9% stronger than CSC. According to previous studies [2, 10, 11, 19], this behavior is caused by the coarser particles, extremely angular shape, and rough texture of RS compared to NS.
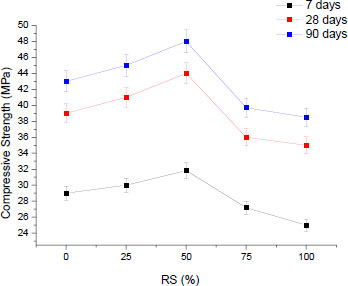
Influence of RS on compressive strength of SC.
The information depicted in Fig. (6) indicates that as the percentage of RS increases, the proportion of smaller particles (less than 0.16 mm) in the mixture also increases. These particles have the ability to minimize porosity by filling micropores, producing a dense microstructure and a robust Interfacial Transition Zone (ITZ). Thus, it was observed that the pozzolanic reaction of RS contributed to its superior compressive strength performance compared to CSC. To increase the strength of the composite, the active SiO2 and Al2O3 can fill micropores, promote pozzolanic activity, and enhance the microstructure of the cement paste in SC [10, 52]. The inclusion of extremely fine brick waste particles improves compactness and the interfacial transition zone between the cement paste and aggregate, which increases compressive strength [53].
Nevertheless, the compressive strength of SCRS decreases with 75% and 100% substitution of RS. At 28 and 90 days, respectively, the compressive strength was 7.7%, 10.3% and 7.6%, 10.5% lower than the control. The recorded values were 36 MPa, 35.32 MPa, 39.7 MPa, and 38.5 MPa, respectively. The porosity of SCRS75% and SCRS100% increases (as they contain more coarse particles of RS than NS) as the volume of RS dosage increases because RS particles are porous [53]; these trends were observed in previous literature [10, 54].
Figure 7 shows the compressive strength of SC with RS and PETF. At 28 days, the compressive strength with 1.2% PETF is 9%, 9.5%, 10%, 5%, and 6% higher than that of the control (SCRS without PETF) for SCRS0%, SCRS25%, SCRS50%, SCRS75%, and SCRS100%, respectively. Compressive strength at 90 days is 3.5%–6% higher than the control. The compressive strength of all SCRS combinations is improved by the addition of PETF. As PETF volume increases, the compressive strength becomes more favorable.
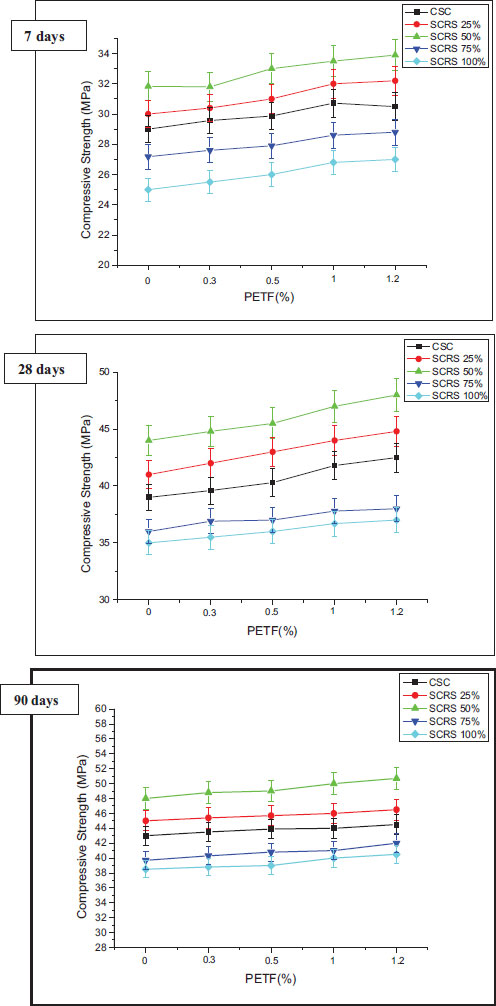
The compressive strength of SC with RS and PETF (day 7, 28 and 90).
The increased compressive strength of the sand concrete is attributed to the dispersion of PETF throughout its microstructure. This distribution increases the cohesiveness of the cured sand concrete by making it more homogeneous and less porous [31]. Similar findings referenced in a study by Luna and Pujadas [51] were investigated regarding the manufacture of Fiber-Reinforced Concrete (FRC). The mechanical properties of the concrete were enhanced by the addition of PETF fibers. In particular, after 28 days, the SCRS mixtures with 1%, 2%, and 3% fiber showed improvements in compressive strength of 5.5% to 7.3%, respectively. These fibers prevented the formation of concrete cracks, and the beneficial impact of PET fibers significantly improved the PETFRC's compressive strength. Distributed PET fibers in the concrete mixture also promote cohesiveness, decrease voids, and enhance homogeneity [49].
The superior performance at 50% RS replacement results from a balance among three competing mechanisms: the filler effect of fine RS particles densifying the matrix, the improved mechanical interlocking due to RS angular morphology, and the progressive increase in porosity caused by high water absorption of RS at higher replacement levels. Beyond 50%, this last effect dominates, explaining the strength reduction observed at 75% and 100% RS. The continued strength gain between 28 and 90 days further suggests a contribution of secondary pozzolanic reactions from the reactive SiO2 and Al2O3 present in brick waste, consistent with findings reported by Miah et al. [10] and Dang et al. [52].
3.3. Impact of RS and PETF on the Flexural Strength of SC
Figure 8 illustrates the flexural strength of sand concrete at different SCRS contents (0%, 25%, 50%, 75%, and 100%) tested at 7, 28, and 90 days. The results indicate that SCRS50% exhibits superior performance compared to CSC. The curing age of the SC (28 and 90 days) increases its flexural strength. At 28 days, the flexural strengths were 4.73 MPa, 5.02 MPa, 4.16 MPa, and 4 MPa, respectively. The flexural strength in these findings was found to be 10% higher for SCRS 50% and 11% higher for SCRS50% at 90 days. Due to its superior surface roughness and increased angularity, the flexural strength exhibits behavior similar to that of the compressive strength. Additionally, a smaller percentage of RS particles less than 0.16 mm can fill the micropores, thereby reducing porosity and reinforcing the ITZ [3, 52, 54].
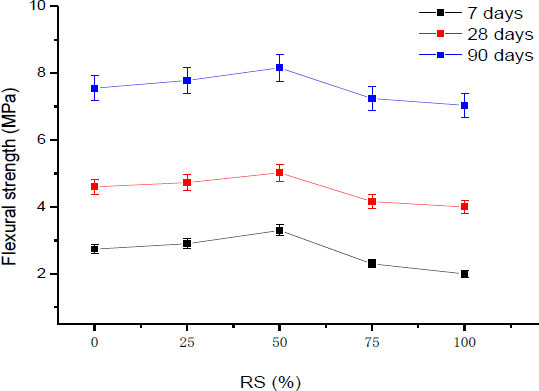
Influence of RS on flexural strength of SC.
Furthermore, at 28 and 90 days, the flexural strengths of SCRS75% and SCRS100% are, respectively, 9.5%, 13%, and 4.1%, 7% lower than those of CSC (with 100% NS). It is also important to note that, because RS has lower mechanical strength than NS, it is more porous. Moreover, RS absorbs water at a faster pace than NS; specifically, RS absorbs about 12% of water, whereas NS absorbs only 2%. RS is generally more absorbent and porous than NS.
Indeed, as shown in Fig. (9), it has been established that adding PETF improves flexural strength. This improvement varies with the PETF content, resulting in strengths 9.5% to 24% higher than the SCRS at 0% PETF. Furthermore, adding fiber to concrete increases fracture resistance under mechanical stress; therefore, the addition of PETF has had a significant favorable impact on increasing mechanical strength [31, 50, 55].
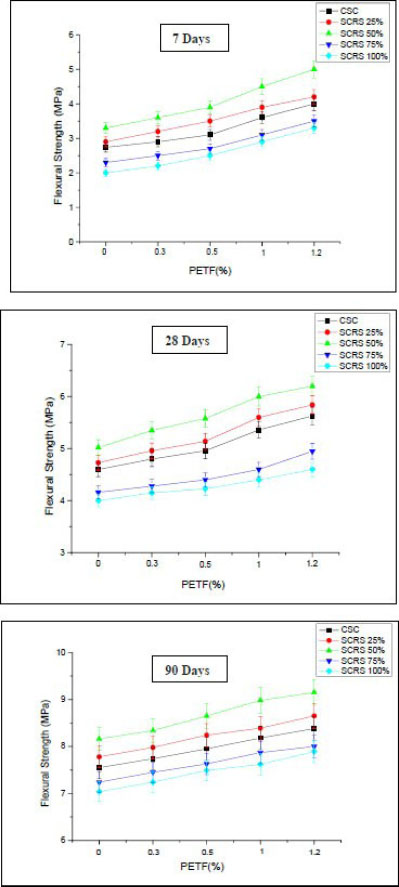
SC's flexural strength with RS and PETF (7, 28 and 90 days).
The consistent improvement in flexural strength with increasing PETF content can be attributed to the crack-bridging mechanism of the fibers: randomly distributed throughout the matrix, PETF spans across developing microcracks and resists their propagation under bending load, delaying fracture initiation and increasing energy absorption capacity. This mechanism becomes particularly effective in RS-rich mixes, where the higher initial porosity provides more sites for crack initiation, making the fiber reinforcement effect more pronounced. These observations are in line with findings reported by Al-Hadithi et al. [31].
3.4. Impact of RS and PETF on SC Porosity
The porosity of the SC mixtures was assessed at 90 days at five distinct RS contents: 0%, 25%, 50%, 75%, and 100%. The experimental results are presented in Fig. (10). However, the SCRS50% mix exhibited reduced porosity. The porosity values for RS contents of 0%, 25%, 50%, 75%, and 100% were 11.406%, 11.84%, 10.949%, 12.305%, and 12.982%, respectively. Comparing SCRS50% to the control CSC (0% RS), the porosity in the former decreased by 4%. This is because the mixture's porosity diminishes-which has a comparable effect on mechanical strength-as a result of fine particles smaller than 160 micrometers filling up micropores; this is comparable to findings by Miah et al. [10].
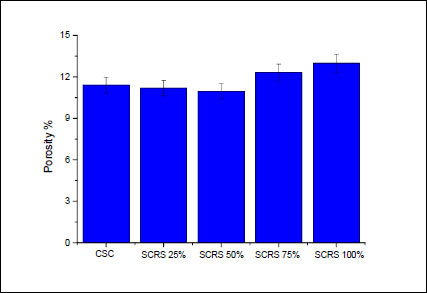
Effect of SCRS (without PETF) on porosity of SC.
With an increase in PETF content, the porosity of SCRS decreases. In Fig. (11), the SCRS at 1.2% PETF showed lower porosity than the SCRS at 0% PETF, with reductions of 3.5%, 5.51%, 5.7%, 2.15%, and 3.17%, respectively. For the optimal SCRS 50%-1.2% PETF mix, this decrease in porosity indicates that the fibers are distributed uniformly throughout the matrix, filling voids and forming a more compact structure [55-57].
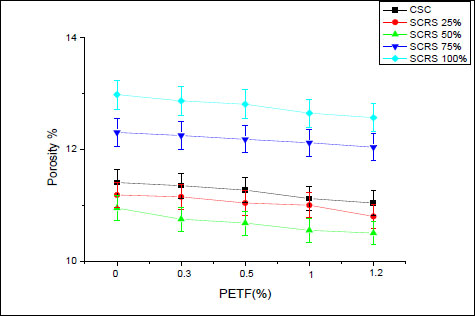
Effect of SCRS with PETF on porosity of SC.
Ultrasonic Pulse Velocity (UPV) was used as a non-destructive technique to evaluate the quality of the sand concrete mixtures. The test was conducted on SCRS with PETF mixtures at an age of 90 days, and Fig. (12a) displays the findings. The UPV increased at 50% RS replacement with 1.2% PETF.
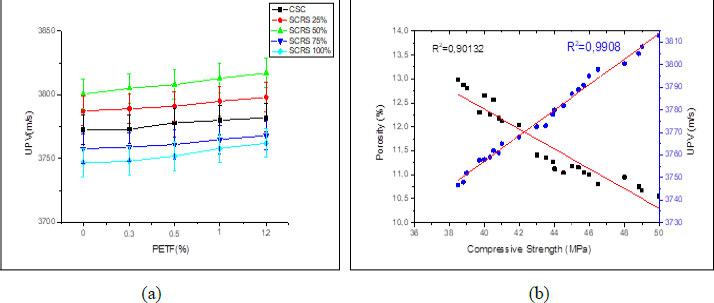
Effect of RS and PETF on the UPV of SC (a), Relation of porosity with compressive strength and ultrasonic pulse velocity (b).
This behavior is consistent with the compressive and tensile strengths of the SCRS 50%-1.2% PETF combination. Figure (12b) illustrates the correlations between porosity, compressive strength, and ultrasonic pulse velocity. The strong correlations established between compressive strength, porosity, and UPV (R2 = 0.90 and R2 = 0.99, respectively) confirm that porosity is the primary governing parameter controlling both mechanical performance and wave propagation in this composite system, and validate the use of UPV as a reliable non-destructive assessment tool.
3.5. Effect of RS and PETF on Shrinkage of Sand Concrete
The shrinkage of SCRS after 300 days, both with and without PETF, is illustrated in Fig. (13). Shrinkage increased with longer curing times when RS was substituted in sand concrete (without PETF). The inclusion of SCRS25%, SCRS50%, SCRS75%, and SCRS100% increased the shrinkage by 24%, 35%, 56%, and 75% relative to SCRS0% (without PETF), respectively. This is due to the fact that RS has a water absorption capacity of 12%, which is significantly higher than that of NS (2%) [58]. When water is extracted from capillary pores, RS may absorb water from the cement paste, causing a contraction in volume and an increase in shrinkage [10, 59, 60, 22]. According to a study by Debieb and Kenai, the shrinkage of concrete containing RS is six times greater than that of the control. Additionally, shrinkage increased with higher RS levels, attributed to the movement of water within the RS during the drying process [21]. In a study by Wu et al. [61], it was discovered that shrinkage increased at higher contents of brick waste (RS). Specifically, the shrinkage of mortar with 100% RS was greater by 63.1%, due to the lower hardness and higher water absorption of RS, which ultimately caused drying shrinkage to increase [62]. Generally, the modulus of elasticity of RS is lower than that of fine Natural Aggregate (NA) [63].
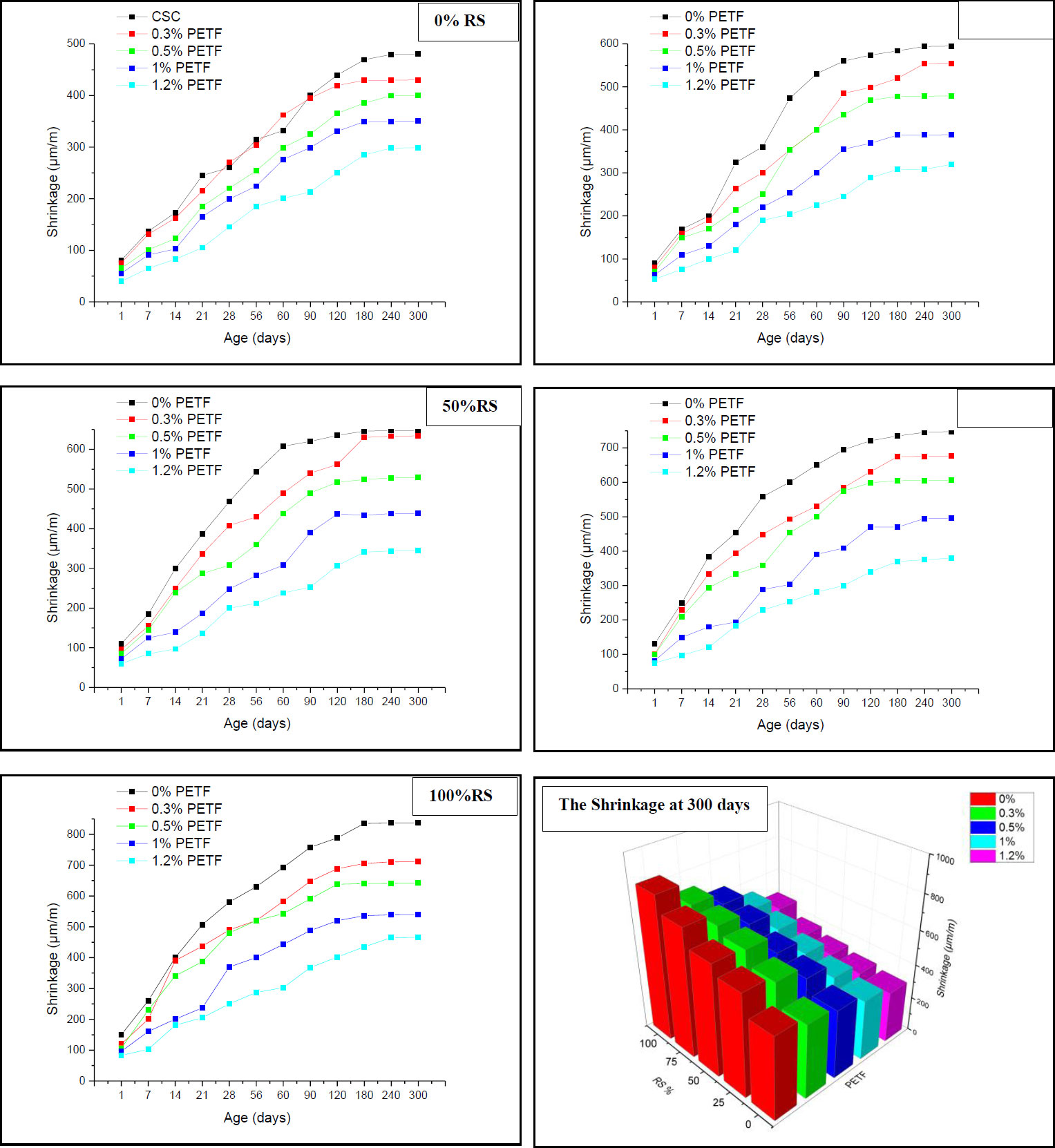
The Shrinkage of SC with RS and PETF.
The shrinkage of SCRS was reduced by the incorporation of PETF. Specifically, with PETF replacements of 0.3%, 0.5%, 1%, and 1.2%, the shrinkage of SCRS100% decreased by 15%, 23%, 36%, and 45%, respectively. The mixture SCRS50% with 1.2% PETF reduced shrinkage by 45% compared to SCRS50% without PETF. This behavior is attributed to the improved interlocking effect of the fibers within the concrete matrix, which limits crack formation and enhances the bond with the aggregates. This mechanism not only increases mechanical strength but also contributes to shrinkage reduction. This was confirmed by other studies [25, 64]. However, Al-Tulaian et al. [65] found that PETF can improve the behavior of concrete by reducing shrinkage cracking and enhancing its flexural toughness.
The shrinkage reduction achieved by PETF incorporation can be interpreted through two complementary mechanisms. At the microstructural level, fibers act as physical barriers that constrain the free deformation of the cement matrix during drying, limiting crack initiation and reducing crack opening width. At the macroscopic level, the three-dimensional random distribution of fibers creates an internal restraint network that counteracts the volumetric contraction driven by water loss from RS particles. The combination of these two effects explains why the shrinkage reduction becomes more pronounced at higher PETF contents, and why the SCRS 50% and 1.2% PETF mix achieves the best balance between shrinkage control and mechanical performance.
3.6. SEM Analysis of Sand Concrete with RS
The Scanning Electron Microscopy (SEM) micrographs in Fig. (14) illustrate the surface morphology of the control mix (CSC) and selected mixes, specifically SCRS50%. Compared to other types of concrete, the sand concrete mixture generally exhibits higher porosity, as evidenced by the control CSC (Fig. 14a), which displays a more porous matrix with clearly visible voids, consistent with the higher porosity values measured experimentally. In contrast, the SEM micrograph of the SCRS50% mix (Fig. 14b) reveals a well-compacted structure free of major pores, indicating a notable improvement in microstructural density upon the introduction of recycled brick sand.
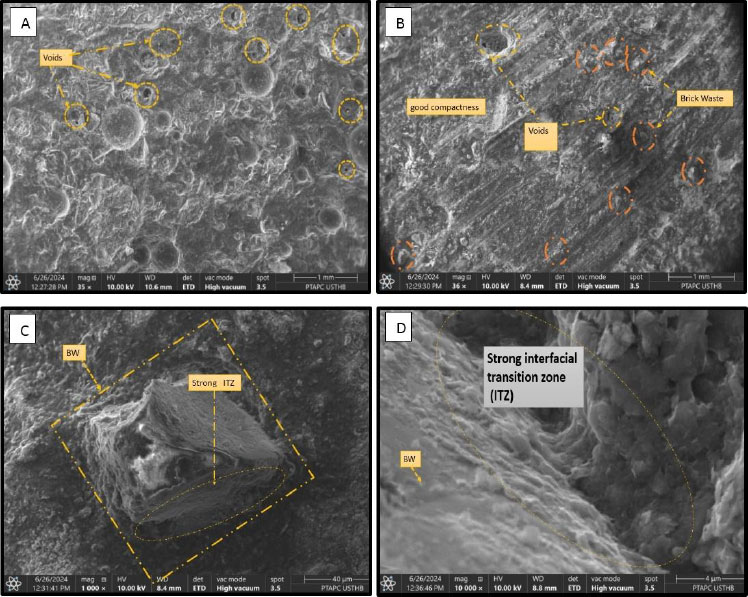
The scanning electron microscopy (SEM) micrographs of SCRS mixture.
A closer examination of the SEM micrographs further reveals that the Interface Transition Zone (ITZ) of the SCRS50% mix (Fig. 14c and Fig. 14d) is markedly denser and more continuous than in the control CSC mix, with no visible gap between the brick waste particles and the cement paste. This enhancement results from the filler effect of fine brick particles smaller than 0.08 mm, which fill voids, thereby increasing the mix’s strength and compactness. The improved bonding is also attributable to the rough and irregular surface of RS particles, which promotes mechanical anchoring of the hydration products. Furthermore, these fine brick particles smaller than 0.08 mm act as nucleation sites for C-S-H gel formation, contributing to a more homogeneous and compact microstructure. The ITZ of the SCRS mix showed further improvement when 50% of NS was replaced by RS, as also confirmed by the higher observation (Fig. 14c and Fig. 14d).
The superior mechanical performance observed with brick waste can therefore be attributed to the good adhesion; RS enhances the mechanical strength of the concrete by improving its microstructure, and these microstructure observations provide direct evidence supporting the mechanical strength trends reported un section 3.2 and 3.3.
3.7. Effect of RS and PETF on Compressive Strength After High-temperature Exposure
Figure 15 illustrates the influence of high temperature on the compressive strength of sand concrete containing RS and PETF. When compared to the compressive strength at ambient temperature (25°C), the strength of SCRS mixtures without PETF decreases by 11% to 13.5% at 200°C. The compressive strength continues to decrease as the temperature rises. Increased porosity, microcracking, and the loss of evaporable water are the primary causes of this reduction in compressive strength [2, 66].
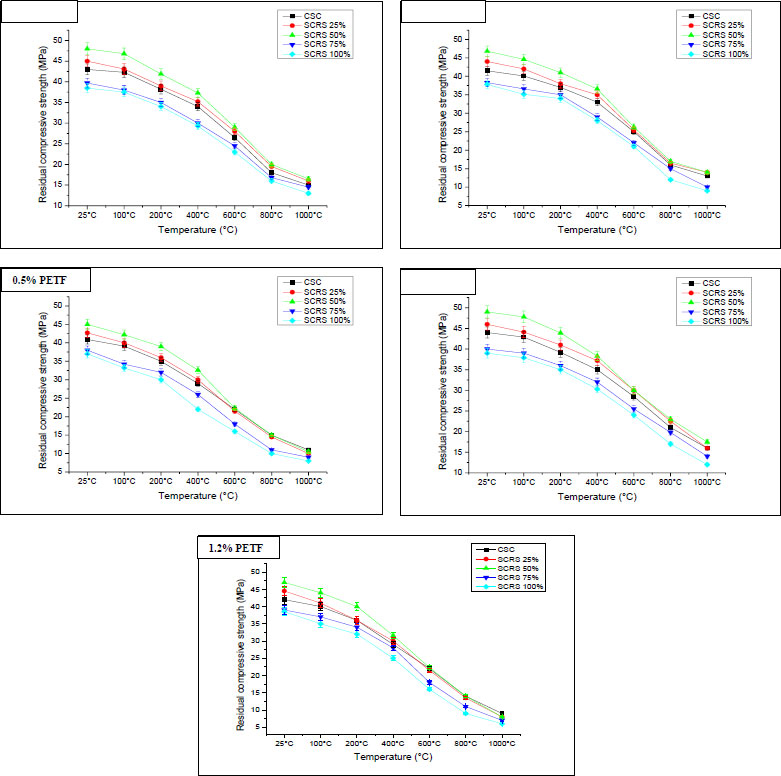
The compressive strength of SC with RS and PETF after high-temperature exposure.
For all RS percentages (0%, 50%, 75%, and 100%), the compressive strength is reduced by 22.9%, 21.8%, 20.3%, 24.5%, and 24.8%, respectively, at 400°C. The main factor responsible for the strength loss observed up to 400°C is the evaporation of capillary pore water (25-105°C) and the dehydration of ettringite, calcium silicate hydrate (CSH), and calcium carboaluminate hydrates (105-300°C); by 400°C, all capillary water is lost [67].
At 600°C, 800°C, and 1000°C, the compressive strength is significantly reduced by 37-40.5%, 56–59%, and 63-66%, respectively. This is due to the decomposition of most of the CSH gel, resulting in a weaker microstructure, and the decomposition of calcium carbonate [36]. Above 800°C, the compressive strength decreases by 63–66%. Concrete mechanical properties deteriorate once all CSH gel is lost [33, 68, 69].
Temperature also affects the rate of cement hydration. Specifically, as the temperature rises, the hydration process accelerates, and the volume of hydrated minerals decreases. This may result in less CSH being present, which might lower the concrete's mechanical strength. The acceleration of the hydration process is a significant factor in the decrease in mechanical strength [10].
Figure 15 also illustrates the reduction in compressive strength of SCRS mixtures containing PETF at elevated temperatures, representing the residual compressive strength of the material. The residual compressive strength is not improved by the addition of PETF. This is related to a decrease in the strength of the concrete caused by increasing porosity and the formation of microcracks. These results are consistent with previous studies [70]. Furthermore, resistance decreases substantially at temperatures above 400°C.
Figure 16 illustrates the melting of PETF at 400°C. The presence of pores in the SC mixture is related to the melting and evaporation of PETF, which leaves voids and holes in the cementitious matrix [71, 72].
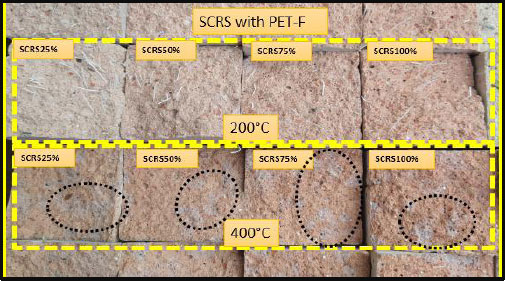
Formation of voids in the SCRS with PETF mixture after heating at 400°C.
The thermal degradation observed in all mixtures can be interpreted through a sequence of progressive physicochemical transformations. Below 300°C, strength loss is primarily driven by the evaporation of free and capillary water, which increases porosity and weakens the paste-aggregate bond. Between 300°C and 600°C, the decomposition of CSH gel and the dehydration of calcium hydroxide further deteriorate the microstructure, producing a more porous and friable matrix. Above 600°C, the decomposition of calcium carbonate and the complete loss of CSH gel result in an almost entirely amorphous and structurally compromised binder. In mixtures containing PETF, an additional degradation mechanism occurs around 400°C: fiber melting generates interconnected voids within the matrix, as clearly shown in Fig. (16), accelerating strength loss beyond that observed in fiber-free mixes in this temperature range. The more severe degradation of 100% RS mixes at elevated temperatures is attributable to the inherently higher porosity of RS particles, which accelerates moisture migration and thermal gradient-induced microcracking. These observations highlight the importance of considering both aggregate type and fiber content when assessing the fire resistance of sustainable concrete composites.
4. LIMITATIONS OF THE STUDY
Despite the comprehensive experimental scope of this study, several limitations should be acknowledged.
First, the workability of SCRS mixtures decreases significantly with increasing RS and PETF content, which may require adjusted superplasticizer dosages in practical applications; this aspect of mix design optimization was not explored in the present work.
Second, regarding fire resistance, the melting of PETF above 400°C generates voids within the cementitious matrix, which constitutes a clear limitation for applications where fire performance is a critical design criterion.
Third, this study is limited to fine recycled brick sand obtained from a single source; the physical and chemical properties of RS may vary depending on the origin, composition, and quality of the parent brick waste, potentially affecting the reproducibility of the reported results with other RS sources.
Finally, long-term durability under aggressive environmental conditions, such as carbonation, chloride penetration, and sulfate attack, was not investigated in this study and should be addressed in future research to fully validate the field applicability of SCRS-PETF composites.
CONCLUSION
This experimental study investigated the comprehensive effects of incorporating recycled sand from brick waste (RS) and Polyethylene Terephthalate Fibers (PETF) on the properties of Sand Concrete (SC). Based on the experimental data, the following key conclusions are drawn:
- Workability: The workability of SCRS mixtures decreases as the proportions of RS and PETF increase. Compared to Control Sand Concrete (CSC), the flow time increased by 15% when natural sand was fully replaced by RS, and by up to 61% with the addition of PETF.
- Mechanical Strength: A 50% replacement of natural sand (NS) with brick waste (RS) was identified as the optimal dosage. This substitution enhanced the compressive and flexural strengths of the SCRS mix by 9% and 11%, respectively, at 90 days. While mechanical performance declines when RS content exceeds 50%, the incorporation of 1.2% PETF significantly reinforced the SCRS50% mix, improving strength by 6% to 13% compared to the reference mixtures. These improvements were consistently observed across all curing ages (7, 28, and 90 days).
- Microstructure and Durability: The porosity of SCRS mixtures decreased with the addition of PETF, which correlated positively with the observed increase in mechanical strength. Furthermore, a strong correlation was observed between mechanical strength, Ultrasonic Pulse Velocity (UPV), and porosity, validating the use of UPV as a reliable non-destructive assessment tool for these composite materials.
- Shrinkage: While increasing RS content led to greater shrinkage due to the material's high-water absorption, the inclusion of 1.2% PETF effectively mitigated this issue. The fibers significantly reduced shrinkage cracking, demonstrating a beneficial influence on the long-term dimensional stability of the concrete.
- High-Temperature Resistance: Exposure to elevated temperatures resulted in a reduction in the compressive strength of all mixtures. This degradation was more pronounced in mixtures containing 100% brick waste (RS) compared to those with 100% natural sand (NS), highlighting the importance of considering aggregate type when evaluating fire resistance.
- Sustainability: By simultaneously addressing the issue of industrial waste, this study demonstrates that SCRS reinforced with PETF offers a viable solution for promoting sustainable construction materials and reducing the demand for natural fine aggregates. This innovative approach allows for the practical incorporation of up to 50% brick debris and 1.2% PETF, resulting in a high-performance, environmentally friendly alternative for the building sector.
- The limitations of this study, including workability, fire resistance, RS source variability, and long-term durability in aggressive environments, are discussed in detail in Section 3.8.
The study recommends a mix of 50% RS and 1.2% PETF as an optimal, eco-friendly alternative to conventional sand concrete. This composition enhances mechanical strength and durability while minimizing shrinkage and industrial waste. For successful implementation, workability must be managed through adjusted superplasticizer dosages, and caution is advised regarding fire resistance. This solution offers a practical balance between sustainability and structural integrity.
AUTHORS’ CONTRIBUTIONS
The authors confirm their contribution to the paper as follows: N.H.: Methodology, experimental study, investigation, writing original draft; F.D.: Writing, review & editing, supervision, conceptualization; E-H.K. and Y.I.: Data analysis and interpretation. All authors reviewed the results and approved the final version of the manuscript.
LIST OF ABBREVIATIONS
| PETF | = Polyethylene Terephthalate Fibers |
| UPV | = Ultrasonic Pulse Velocity |
| RBA | = Recycled Brick Aggregate |
| PET | = Polyethylene Terephthalate |
| ITZ | = Interfacial Transition Zone |
| SEM | = Scanning Electron Microscopy |
| CSC | = Control Sand Concrete |
| SCC | = Self-Compacting Concrete |
| NS | = Natural Sand |
| W/C | = Water-To-Cement |
| RS | = Recycled Sand |
AVAILABILITY OF DATA AND MATERIALS
All data generated or analyzed during this study are included in this published article.
ACKNOWLEDGEMENTS
This research was sponsored by the General Directorate for Scientific Research and Technological Development (DGRSDT) of the Algerian Minister of Higher Education and Scientific Research.

